 EN
EN
 AR
AR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 VI
VI
 TH
TH
 MS
MS
真鍮は溶接できますか?
真鍮は溶接できますか?
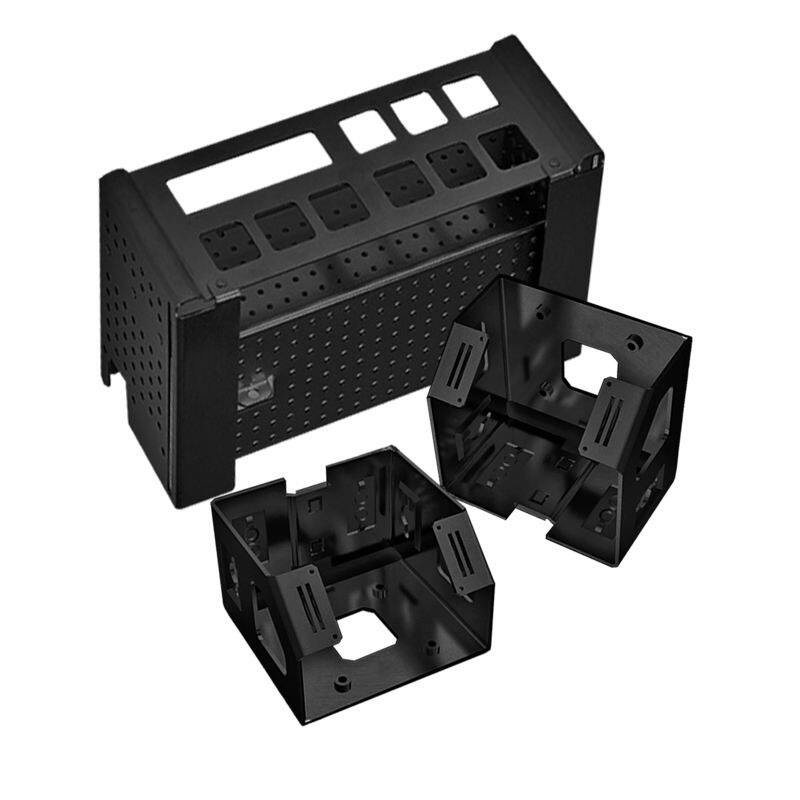
答えはイエスですが、これは難しい溶接材料です。真鍮 シート金属部品 は日常生活や産業分野の両方で非常に一般的です
普通の金属溶接とは異なり、真鍮の溶接には亜鉛元素に関する点で、より高い技術的およびはんだ付けの要件が求められます。この記事では、Jiayi Technologyが真鍮の溶接における難しさと方法についてご説明します。

まず、真鍮を溶接する際の難しさと核心的な課題
- 亜鉛の蒸発と焼損:
真鍮の主な成分は銅と亜鉛です。亜鉛の沸点は非常に低く(約907°C)であるのに対し、銅の融点は比較的高い(約1083°C)です。溶接温度が銅の融点に達すると、亜鉛元素はすでに著しく蒸発しています。これにより溶接部に気孔やスラグの混入が生じ、溶接部の機械的性質や耐食性が低下します。
- 有毒な酸化亜鉛煙を発生させる:
蒸発した亜鉛は空気中の酸素とすぐに結合して、白色の酸化亜鉛(ZnO)の煙を形成します。酸化亜鉛の煙を吸入すると「金属煙熱」を引き起こす可能性があり、発熱、悪寒、吐き気、疲労感など、重度の風邪に似た症状が出ます。したがって、真鍮の溶接は必ず十分に換気された環境で行い、専門の粉塵・煙用マスクを着用する必要があります。
- 高熱伝導率:
銅合金は熱伝導率が高いため、溶接部からの放熱が急速に進行します。このため、鋼鉄を溶接する場合よりも大きく、より集中した熱入力が必要になります。
一般的な真ちゅうの溶接方法
上記の困難に対応して、最も広く用いられている以下の溶接方法があります。
次に、真ちゅうの溶接方法について説明します。
1. ガス溶接(酸素アセチレン溶接)
特徴:これは伝統的な方法であり、熱が比較的分散しやすいため、適切に制御することで亜鉛の蒸発を抑えることができます。
キー:
わずかに還元性の炎(アセチレン多め)を使用することで、溶融池が過度に酸化されるのを防ぐことができます。
真ちゅう用の溶接ワイヤとホウ砂系フラックスを使用しなければなりません。フラックスは表面の酸化皮膜を溶解・除去し、溶接ビードの形成を促進します。
利点:装置が簡単でコストが低い。
欠点:熱影響部が大きくなりやすく、変形が生じやすいこと、および作業者に高い技術が求められる点。
2. タングステン不活性ガス溶接(TIG溶接)
特徴:現在、真鍮の溶接において最も一般的に使用されており、高品質な方法の一つです。
キー:
直流正極性接続(DCEN)を使用します。
保護ガスは通常、純アルゴンガスです。
適切な真鍮溶接ワイヤーまたはケイ素青銅溶接ワイヤーを選択します。
利点:
アークが安定しており、熱が集中し、精密な制御が可能。
亜鉛の焼損が比較的少なく、溶接ビードの外観が美しく、高品質です。
欠点:装置コストが高く、作業者の技術レベルに対する要求が高い。
3. 溶接棒電気溶接
特徴:厚くて大きな部品の溶接に適しており、柔軟性が高い。
キー:
特殊な真ちゅう溶接棒(例えばT207)を使用しなければなりません。
利点:装置がシンプルで、現場での作業に適しています。
欠点:スプラッタが大きく、煙や粉塵が多く、溶接後の清掃作業が増えることです。
4. はんだ接合
特徴:作業物が重い荷重に耐えられる構造部品でない場合、はんだ接合は非常に良い選択です。
キー:
母材(真ちゅう)は溶けず、はんだ材のみが溶けて継手部分を埋めます。
温度は真ちゅうの融点よりもはるかに低いため、亜鉛の蒸発による問題が完全に回避されます。
銀系はんだ材(BAgシリーズなど)または銅リン系はんだ材を使い、それぞれに対応するはんだ剤と組み合わせます。
利点:継手部が滑らかで、変形が少なく、亜鉛焼けの問題がなく、比較的簡単かつ安全に操作できます。
欠点:継手の強度が溶融溶接よりも低いことです。
特筆すべき点として、Jiayi Technologyは溶接技術および設備を備えており、お客様にワンストップサービスを提供しています。一部の板金加工価格には設計要件を満たすための曲げ、切断、溶接が必要です。Jiayiは板金、 CNC加工 、および溶接サービスを顧客に提供しており、これらの問題を完全に解決できます。もしこれらのサービスをご希望の場合は お問い合わせ .
おすすめ製品






ホットニュース
-
真鍮は溶接できますか?
2025-11-26
-
Cnc加工の利点
2024-01-16
-
機械技術とは?
2024-01-16
-
Cnc加工の発展傾向
2024-01-16
-
プロ用金属製充電スタンド保護カバー - 充電安全を守る
2025-11-17



