 EN
EN
 AR
AR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 VI
VI
 TH
TH
 MS
MS
Le laiton peut-il être soudé ?
Le laiton peut-il être soudé ?
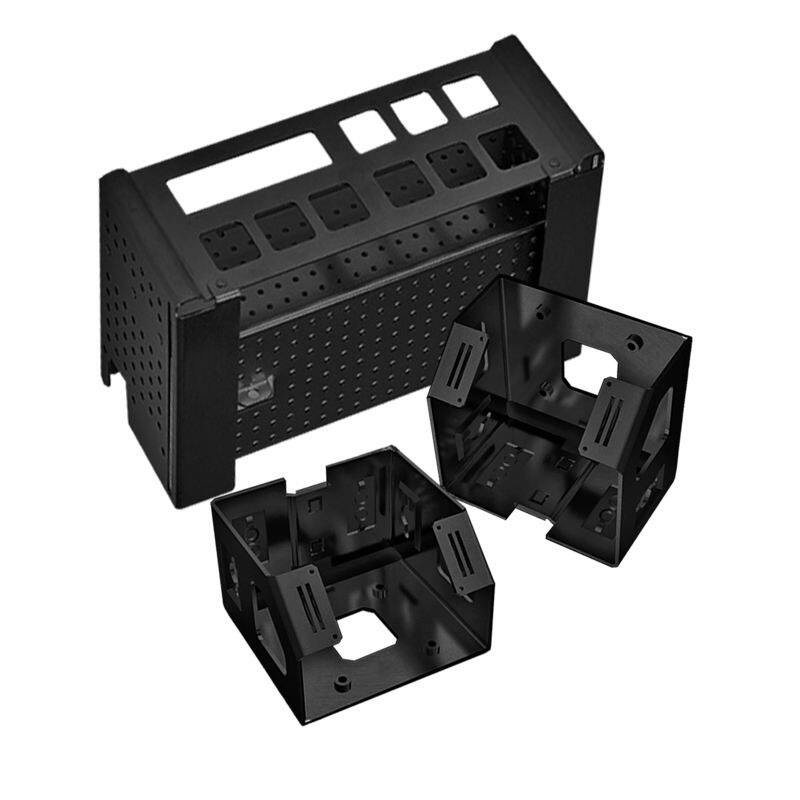
La réponse est oui, c'est un matériau de soudage difficile. Le laiton pièces en tôle sont très courants tant dans la vie quotidienne qu'en milieu industriel
Contrairement à la soudure des métaux ordinaires, la soudure du laiton exige des compétences techniques plus élevées ainsi que des exigences spécifiques concernant l'élément zinc. Dans cet article, Jiayi Technology vous accompagne pour comprendre les difficultés et méthodes de soudage du laiton.

Premièrement, les difficultés et problèmes fondamentaux liés au laiton soudé
- Évaporation et combustion du zinc :
Les composants principaux du laiton sont le cuivre et le zinc. Le point d'ébullition du zinc est très bas (environ 907 °C), tandis que le point de fusion du cuivre est relativement élevé (environ 1083 °C). Lorsque la température de soudage atteint le point de fusion du cuivre, l'élément zinc s'est déjà fortement évaporé. Cela provoquera des porosités et des inclusions de laitier dans le cordon de soudure, affaiblissant ainsi les propriétés mécaniques et la résistance à la corrosion du cordon de soudure.
- Générer des fumées toxiques d'oxyde de zinc :
Le zinc évaporé se combine rapidement avec l'oxygène de l'air pour former une fumée blanche d'oxyde de zinc (ZnO). L'inhalation de cette fumée d'oxyde de zinc peut provoquer une « fièvre des fumées métalliques », dont les symptômes ressemblent à ceux d'un rhume sévère : fièvre, frissons, nausées, fatigue, etc. Par conséquent, le soudage du laiton doit être effectué dans un environnement bien ventilé et un masque professionnel contre les poussières et fumées doit être porté.
- Conductivité thermique élevée :
Les alliages de cuivre ont une conductivité thermique élevée, et la chaleur se dissipe rapidement depuis la zone de soudage. Cela signifie qu'une intensité de chaleur plus grande et plus concentrée est nécessaire par rapport au soudage de l'acier.
Deuxièmement, les méthodes courantes de soudage du laiton
Face aux difficultés mentionnées ci-dessus, les méthodes de soudage suivantes sont les plus couramment utilisées :
Ensuite, parlons de la méthode de soudage du laiton
1. Soudage à la flamme (soudage oxyacétylénique)
Caractéristiques : Il s'agit d'une méthode traditionnelle dont la chaleur est relativement dispersée, et un contrôle approprié permet de réduire l'évaporation du zinc.
Clé :
L'utilisation d'une flamme légèrement réductrice (légèrement plus d'acétylène) peut empêcher le bain de fusion de s'oxyder excessivement.
Il faut utiliser un fil d'apport en laiton et un flux de type borax. Le flux peut dissoudre et éliminer les films d'oxydes superficiels, favorisant ainsi la formation du cordon de soudure.
Avantages : Équipement simple et coût faible.
Inconvénients : Zone affectée par la chaleur importante, risque de déformation significative, et exigences techniques élevées pour les opérateurs.
2. Soudage à l'arc sous gaz inerte au tungstène (soudage TIG)
Caractéristique : C'est actuellement l'une des méthodes les plus couramment utilisées et de haute qualité pour le soudage du laiton.
Clé :
Utiliser une connexion en courant continu positif (DCEN).
Le gaz de protection est généralement du gaz argon pur.
Choisir un fil à souder en laiton approprié ou un fil à souder en bronze au silicium.
Avantages :
Arc stable, chaleur concentrée et contrôle précis.
La brûlure relative du zinc est moindre, et le cordon de soudure est esthétique et de haute qualité.
Inconvénients : Coût élevé de l'équipement et exigences élevées en matière de compétences pour l'opérateur
3. Soudage à l'arc avec électrode enrobée
Caractéristiques : Adapté au soudage d'éléments épais et volumineux, avec une grande flexibilité.
Clé :
Des baguettes spéciales de soudage en laiton (telles que T207) doivent être utilisées.
Avantages : L'équipement est simple et adapté aux opérations sur site.
Inconvénients : projections importantes, forte émission de fumée et de poussière, et plus de travail de nettoyage après le soudage.
4. Brasage
Caractéristique : Si la pièce n'est pas un composant structurel devant supporter de lourdes charges, le brasage est un très bon choix.
Clé :
Le matériau de base (laiton) ne fond pas, seul le métal d'apport fond et remplit l'assemblage.
La température est beaucoup plus basse que le point de fusion du laiton, évitant ainsi complètement le problème d'évaporation du zinc.
Utiliser des matériaux d'apport à base d'argent (tels que les séries BAg) ou des matériaux d'apport cuivre-phosphore, combinés aux agents de brasage appropriés.
Avantages : Assemblage lisse, déformation minimale, absence de problème de brûlure du zinc, manipulation relativement simple et sécuritaire.
Inconvénient : La résistance de l'assemblage est inférieure à celle du soudage par fusion
Il convient de mentionner que Jiayi Technology dispose de technologies et d'équipements de soudage, et que nous offrons aux clients des services intégrés. Certains prix de transformation de tôlerie nécessitent des opérations de pliage, de découpe et de soudage afin de répondre aux exigences de conception. Jiayi fournit la tôlerie Traitement CNC , et des services de soudage aux clients, ce qui peut résoudre parfaitement leurs problèmes. Si vous avez besoin de ces services, veuillez contactez-nous .
Produits recommandés






Actualités à la Une
-
Le laiton peut-il être soudé ?
2025-11-26
-
Avantages de l'usinage CNC
2024-01-16
-
Qu'est-ce que la technologie de usinage CNC ?
2024-01-16
-
La tendance de développement de l'usinage CNC
2024-01-16
-
Couverture protectrice métallique professionnelle pour borne de recharge - assurant la sécurité de la recharge
2025-11-17



